

X射线检测飞机发动机焊接棒阳极管优化
X射线检测飞机发动机焊接棒阳极管优化
1。应用领域
放射线照相术和放射线透视非破坏性测试的常见和广泛接受的技术。在一个标准的测试设置中,被放置在X射线源前面的检查部分。后面的部分被放置的X射线感光胶片或检测器收集的部分,侵入的其它辐射。在许多设置,发现该地区的利益,在此过程中是不合适的位置。
有几个腔和高整体壁厚的部件可能只渗透在分辨率和对比度方面的不足的结果。实施例是中空的腔室的档案热交换器[2]和[3],其中一些管上的管板焊接。检查焊缝要求需要的热交换器的管被插入到一个狭窄的X射线源。标准的X射线管的尺寸,不允许该插入。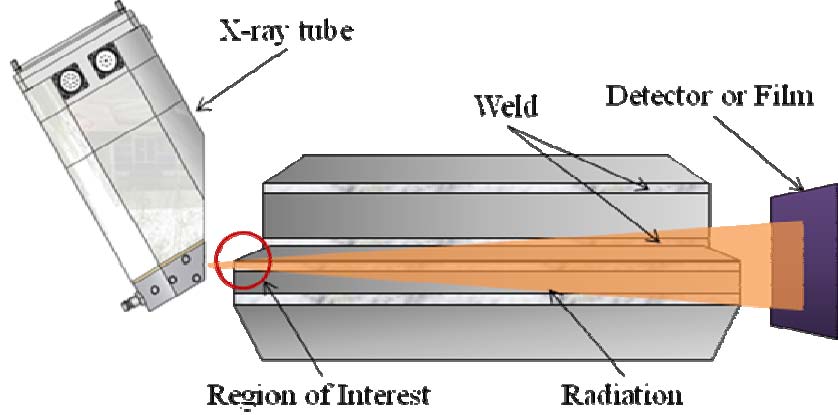
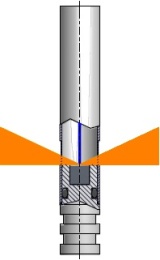
图1:使用标准的X射线管的焊缝检测
可以发现类似的挑战,在检查飞机发动机零部件。这里的X射线源具有非常靠近焊缝移动。在同一时间的膜或检测器需要被定位在相反的一侧的焊缝。一个标准的X射线管,它是不可能移动到X射线源的接近感兴趣的区域,同时避免增加一倍的渗透的壁厚(比较图1)。加倍渗透壁厚的影响对比度和分辨率的损失,以及在检查区域重叠的细节。
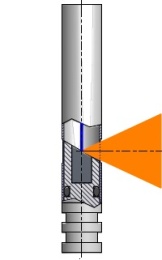
为了满足上述挑战棒阳极型X射线管的开发工作。辐射源是位于顶部的杆,并且可以被插入到腔体。图2示出使用棒阳极管,以减少需要被穿透壁厚的基本原理。可以检查焊接缺陷,而不是通过使用一个X射线管辐射的一部分从外面具有高得多的分辨率。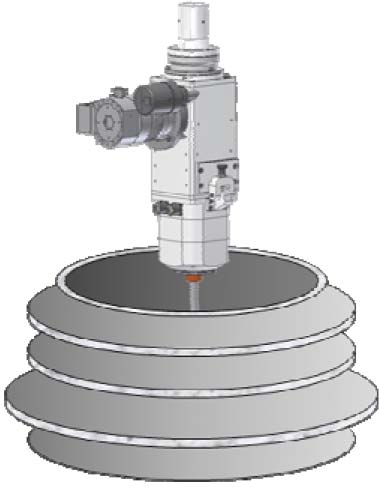
图2:采用焊缝检测棒阳极
的质量和安全性的要求日益提高,各种焊接缺陷导致较低的公差等级。在电子束焊接中错过的接头可具有深度小于50μm[4]。这也有一个用于检查的X射线源的影响。主要的影响是较小的X-射线焦斑尺寸的需要。焦点尺寸的直径内的区域的X射线源发出的辐射。微聚焦X射线管所产生的X射线图像的高放大倍率和分辨率高的解决方案,当是关键的要求。
2。微焦点棒阳极管
微焦点棒阳极管的微焦点X射线管的杆阳极管的优点结合起来。图3显示了一个现代的微焦点棒阳极管。它会产生一个非常小的焦斑的X射线,可被定位在非常靠近感兴趣的区域的空腔。
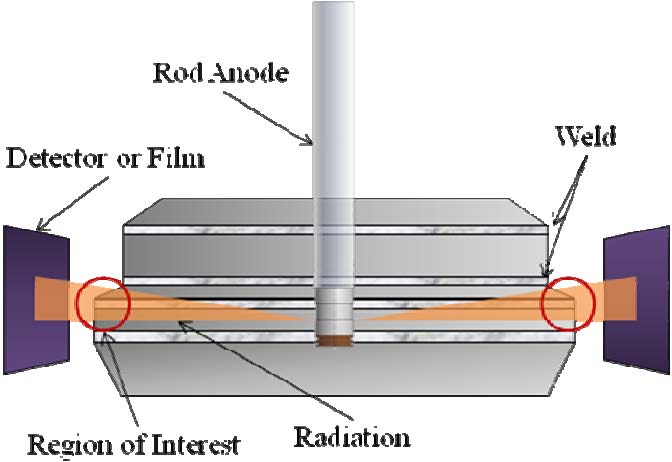
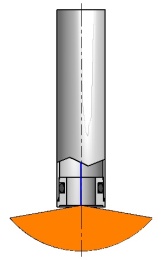
图3:微焦点棒阳极管
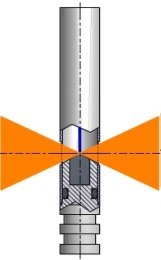
产生的棒阳极管的X-射线焦斑的指针,比较如图5所示。目标是位于阳极棒的头部。根据目标的形状,可以产生不同的光束特性。表1中所描述的,基本上有四种不同类型的离子束的特性,可以区分。
| Table 1: Beam Characteristics of Rod Anode Tubes | ||||
|
|
|
|
|
|
| Target Denotation | P1 | P2 | P3 | P4 |
| Target type | Reflection | Reflection | Reflection | Transmission |
| Beam type | Panoramic | Panoramic | Semi-panoramic | Cone |
| Panoramic angle | 360° | 360° | 180° | n.a. |
| Opening angle with reference to rod anode | 70° - 110° | 60° - 90° | 60° - 120° | 100° - 260° |
3。微焦点X线摄影中的挑战与棒阳极管
优化生产过程意味着节约了时间,同时保持高品质的。减少检查时间,检查焊缝时,基本上意味着减少X射线敏感的电影或探测器曝光时间。这可以实现,通过提供更高的X射线强度,同时保持在一个恒定的尺寸焦斑。
为了提高X射线强度的X-射线管需要在较高电流操作。更高的电流引入到棒阳极和目标较高量的热。这种推理导致微聚焦X射线技术,即扣除的热量从目标和密封剂的核心问题。
热导致降解的钨靶层,以及退化的O形环的密封,以保持稳定在管内的真空。因此,在微聚焦X射线技术的热稳定性和耐力的经典拮抗剂。
标准微焦点棒阳极管有一个目标冷却的冷却剂中的铅阳极棒的头。这使得处理的棒阳极不方便。的目标和O形环密封的冷却是不够的,因为冷却剂通过的目标(比较图4)的背面侧。在连续操作过程中,这可能会导致不稳定的真空。
4。内部冷却性能改进
新开发的微焦点棒阳极管有不同的类型的冷却。内部冷却通道引导冷却剂通过棒朝头部。的冷却剂直接冷却O形环密封件和目标(参见图5)。这允许更容易处理和定位杆阳极和产生稳定的真空条件下。
优化棒状阳极内部冷却
先进设计的散热管功率提高到100W。这增加了X射线强度和缩短检查时间。此外,改进后的冷却显着提高,从而导致较低的维护工作和更高的整体续航能力的完整的阳极棒管的O型圈密封的耐力。
改善处理,例如,如图6中所示。内部通过冷却杆的直径减小。较小空腔成为访问。
棒阳极的改进设计的优点
参考文献
[1] ASTM E1032 - 06射线检查熔接的标准试验方法。
[2]施罗德,G.,保利,楼Untersuchung冯Verbindung和结构式geschweißter铝Strangpressprofile,Berichte Forschungszentrum Julich研究中心,3944,S.11 FF(http://juwel.fz-juelich.de:8080/dspace / bitstream/2128/2590/1/Juel_3944_Schroeder.pdf)
[3]丁,K.,陈湾,寿,B.,张,X.,黄,D.,数字射线成像检测系统的管换热器管板焊接接头,诉讼的WCNDT 2008 ,上海(http://www.ndt.net/article/wcndt2008/papers/31.pdf)
[4]库马尔,库马尔,S.,X-射线照相EB焊接接头在印度进行非破坏性评估,2006年的全国研讨会上,海得拉巴(http://www.ndt.net/article / nde-india2006/files/tp-49-pap.pdf)
TAG:
