

无损检测CT三维测量不确定度评定
无损检测CT三维测量不确定度评定
摘要
由于增加的计算能力结合更好的X-射线源和检测器的技术的情况下,所得到的分辨率现在允许使用CT机不仅对材料和医学科学,但也为尺寸度量。然而,从可视化的测量需要校准步骤,以确保测量可溯源的长度单位。仍然是一个缺乏适当的标准来校准CT机,并检查其性能的三维测量。此外,仍有一个更好的系统测量不确定度评定方法。因此,本文提出了一种方法,以确定根据ISO-GUM的工业CT机的三维测量的不确定性。随后,一些基于一系列的系统的测量的不确定性因素的量化。
关键词:测量不确定度评定,计算机断层扫描,三维测量,可追溯
介绍
测量不确定度评定
,确定三维无损检测CT测量的不确定性是具有挑战性的,由于众多因素影响CT的准确性和不确定性;工件,测量过程中,扫描参数,用户,这些测量的测量不确定性的存在,因为没有正确的说法CT系统是无法追查的长度单位。一些研究已经估计的不确定性计算的CT测量,基于模拟[1]],实验[2,3,4],或它们的组合的两个[5。 Schmitt等人。得出这样的结论:校准工件的使用过程是最有前途的调查无损检测CT测量不确定度。 CT系统的测量不确定度的分析研究大多是基于描述的步骤的方针ISO / TS 15530-3 [6]。扩展不确定度分为三个主要的不确定性提供者:由于标准不确定度的校准,标准的不确定性,由于从工件的测量程序和标准的不确定性。此外,偏置被添加到考虑采取的系统误差。这些主要的不确定性来源的子类别也很少[7]。的基本测量过程的描述后,第一个主要部分,本文提出了一个理论研究,的CT测量不确定度,根据所描述的测量程序和ISO-GUM [8]的基础上的分析方程。确定和示出的第二部分的主要的不确定性的贡献者的一些实施例中,是根据与不同的测试对象的实验测量。
测量程序,包括体素大小和边缘校正校准(图1)
无损检测CT测量在第一步骤中的一个,一些数百或什至数千的二维X射线图像的对象采取的CT机中从不同的角度位置。在第二步骤中,这些图像被转换成3D体素模型,例如重建使用软件CTpro。之后,数据分析可以被执行,并且可以提取的三维测量。
例如尼康CT机,例如软件CT-PRO例如软件VolumeGraphics

图1:一个无损检测CT测量的不同的步骤
之前是已知的,所得到的长度为L的CT测量的体素模型要重新调整为正确的体素大小。分辨率(体素大小)之间的X-射线源和检测器(即放大倍数)的工件的位置主要取决于。越接近的对象是源,更好的分辨率和更小的体素。体素大小校准可以以不同的方式进行。 ,常用的第一选项是使用的校准对象。此校准对象与测量对象同时扫描,或扫描的相同位置处的倍率轴分开。重新定标因子的CT和参考测量的校准长度(例如两个球体的中心点之间的距离)的比值计算。另一种选择是使用一个已知的距离对工件本身CT模型的其他功能的比例。正确的体素大小重新缩放后,使得材料的体素和背景上的局部或全局优化的灰度值的选择基于体素之间的分割的边缘检测步骤是必需的。在本文中,先进的局部自适应边缘检测方法已被用于(VG Studio Max的2.1)。此步骤的结果是一个三维的模型,该模型允许测量的对象的不同特点。先进的用于本文中的测量的边缘检测算法不同本地边缘灰度值以校正影响测量的工件。然而,即便是单一材料的对象,往往是这种先进的阈值法的不足,找到正确的边缘,从而带来了对测量结果的不确定性。的建议由Kiekens等。 [9],一个额外的校准步骤可以被用来纠正这种错误的边缘判断,在本地产生的边缘校正步骤。然而,请注意,这样的边缘校正步骤还没有所需的所有的距离。区分边缘之间的独立和边缘的依赖距离。对于边沿独立的距离,测量结果之间的分割材料与周围的空气(例如,图2左侧)的所选择的灰度值是独立的,因此没有边缘校正是必需的。然而,对于其他的距离,测量结果是严重依赖于边缘判定步骤(例如,图2右),因此潜在的边缘偏移量必须予以纠正。

图2:边缘独立依赖(左)和边缘(右)距离
分析,这个重新缩放和边缘校正可配制成如下:L =α·LCT +Δcal,CT(1)
其中,L为测定结果,α是一个纠正应用的体素的大小的比例改变因子
LCT,未校正的CT模型上测得的长度。的边缘校正项被定义为
Δcal,CT。
在等式(1)中,重新定标因子α是校准长度的比值,测量由一个参考的测量仪器,例如一个CMM),造成,文献LCAL,和计算机断层扫描LCAL,CT,该距离测定的相同位置上的倍率轴为LCT这种长度的测量。
ł
CAL,楼盘
L =⋅LCT +Δcal,CT(2)
ł
CAL,CT
方程(2)表示主CT测量结果上执行校准步骤的分析方程。为了尽量减少对重新定标因子的错误,它是建议重新定标在尽可能长的距离,该距离。
第1部分:理论评价CT的不确定性
本节给出了理论评价与计算机断层扫描,基于分析的不确定性上的基于GUM-方程和上面描述的测量程序,并更具体地,由Kiekens等的三维测量的不确定性。 [9]。在一般情况下,测得的长度L上的合成标准不确定度微升可以计算出根据ISO-GUM [8],根据方程(3),其中都被认为是不相关的输入量与相关的不确定性uxi黄宗羲:
2 2N⎛∂大号
UL =Σ⎜⎟⋅UX(3)
我
我= 1⎝∂十一应用公式(3)等式(2)产率:
2月22日
ł⎞ł⋅L⎞ł⎞
2 CT 2卡,楼盘CT,参考文献2 2 2 2卡
ł⎜ł⎟⋅ł2⎟·uLcal,CT +⎜ł⎟⋅UL +()⋅Uδ(4)U =U +1
文献CT校准,校准,CT
校准,CT⎠LCAL,CT⎠校准,CT
的CT测量的不确定性基本上由四个主要的不确定性贡献者,参考的校准长度测量的不确定性(uLcal,REF)的CT测量(uLcal,CT),这个长度的不确定性,这种不确定性的CT测量的的工件(uLCT)上的边缘偏移项(uΔcal,CT),和不确定性。每个术语包括几个该项。依赖于所测量的距离的特性的校准方法,并在测量程序,一些的(子)等式(4)的条件将是非常小或为零,在第2部分中,将举例说明。
第2部分:识别的不确定性贡献者
本节详细阐述四个等式(4)的不确定性贡献者,并示出一些这些数值的基础上与各种测试对象的实验测量。
第一项:通过校准装置测量不确定度的校准长度LCAL,楼盘(uLcal,楼盘)
的不确定性参考测量uLcal,ref是一个与常规的(参考)的测量仪器,如CMM或的阿贝比较器上的测量的不确定性。因此,它可以被确定的基础上可用的标准为基准使用的测量仪器。精确的制造和参考测量的校准对象可以允许非常小的值减少这个词来。式(4)允许升值,这是尤其如此,当校准长度是比较大的,比较实际被测。
第2项:校准长度LCAL的不确定性,CT测量由CT的设备(uLcal CT)
CT体素尺寸校准长度LCAL,CT - 这应该是一个边缘的独立远程 - 由不确定性的随机误差和系统误差分量(见公式5)。前者涵盖在反复观察被测的不可预测的变化。如果是后者所造成的效果,这是很好的理解和其大小是显着的相对于所要求的精度的测量,一个校正Δcal,CT可以施加到LCAL,康涅狄格,以补偿这种系统误差,而不是这种占通过添加一个不确定度分量uLcal,CT,系统的系统误差。
22 2
U = U + U(5)
LLł
CAL,随机CAL CAL CT,CT,CT,系统
由于标准不确定度为随机误差2
uLcal,CT,随机的随机误差成分uLcal,CT,随机表示独立的边缘的距离的CT测量过程中的有关部分的可重复性。当的校准长度和测量对象的X射线CT数据源于一个单一的数据人头,因此也可以单一重构步骤,不确定性对LCAL,CT源于单从数据分析步骤的可重复性。这是校准对象和测量对象的情况下时,可被定位在旋转工作台的CT机时,或当工件本身独立的边缘的距离可被用作校准距离一起。重构体素模型后,在分析软件中的测量的校准长度(此处VG Studio Max的2.1)是重复n次。
例如尼康CT机,例如软件CT-PRO

图3:在数据分析的可重复性
这些n个独立测量的校准长度上的重建的CT模型,基于实验的方差的平均值,这个距离可以计算作为方差那些n次测量qVG:
Ň
2(q)的= 1·1⋅Σ(QVGA级别 - QVGA方案)2(6)
VG NN - 1
VG = 1
在那里的算术平均值或平均在软件中的n个独立观测qVG
qVG 2
VG在一个单一的体素模型重构。实验的方差的平均值(QVGA方案),可以使用的不确定性上的校准在CT测量由于随机误差,当只有一个数据沽名钓誉所需的测量和参考长度的长度作为衡量。这种不确定性是
微升(QVGA方案)=(QVGA方案)(7)
CAL,随机
在做了完整的测量,包括数据沽名钓誉,执行不同的测量在软件VG在一个重建的对比度只需要一些分钟,等是可行的指南,对于每个测量。然而,这种不确定性也可基于先前的测量(根据ISO-GUM估计[8] B型评价标准的不确定性)。当标准差s(QVGA方案)的计算的基础上的一系列校准测量,可以使用这个值作为估计值的标准不确定。校准对象与所述测量对象的情况下,不能被定位在旋转工作台的CT装置一起,两个连续的数据captations与相应的重建步骤是必需的。这意味着引入额外的不确定性,由于数据人头工序(CT装置)的重复性和重建算法:CT校准对象模型的体素大小可能不完全相等的CT模型的体素大小的测量对象。

图4:完整的测量可重复性的议事录
的算术平均值q对不同数据capitations的(与相同的测量设置)的最佳估计值的方差是方差的平均值,由下式给出的实验
p
211 2
S(Q)=⋅⋅Σ(Q≠测量 - Q≠测量值)(8)
≠测量
PP -1
MEAS = 1
其中q≠测量不同的测量(包括数据沽名钓誉)。相关的标准
不确定度u是实验的标准偏差的平均值秒(q),在这里被称为
≠测量
U(Q),由于随机误差校准长度的不确定性在
L≠测量
CAL,随机
CT测量不同的测量需要。 U(Q)= S(Q)(9)
L≠测量≠测量
CAL,随机
在实践中,人们不会执行多项测量标准的不确定性,由于每测量到不同的数据captations的估计。我们建议基础上的一个不确定性
先验估计s的(Q≠测量)的,而不是在S(Q)(即使用所谓的B型评估,根据
≠测量ISO-GUM)[8]。在情况下,A型评估(评估基于统计的方法)是基于一个相对较小的数字统计独立的观察,评价为A型,B型评价标准的不确定性,可以作为可靠的。标准不确定度的校准长度很简单,就是计算标准差,
上的一系列校准测量U(Q)=秒(q)。
L≠测量≠测量
CAL,随机
由于随机误差的不确定性上的校准长度始终是小于1微米。
由于系统错误2的标准不确定度
uLcal系统中的第二项公式(5),CT,涵盖了所有未补偿系统误差,即所有未补偿的可重复的错误,导致整个体素模型的体素的大小是不恒定的。例如,在CT机的检测器和旋转轴线之间的未对准可导致VOXEL的大小依赖于被测量的位置的。图5示出了这种设计的三排18与4毫米±1微米的直径的钢球的测试对象,该对象的测量影响。不同的领域中接触,允许测量无关的边缘的距离,即两个相邻的球体的中心点之间的距离。塑料是用来保持球体,而不引入额外的人工制品,除了第一个和最后的球体,这从分析中排除。图5示出了球体的中心点之间的距离是在顶部比底部大7微米,为三列中的每一个。这是一个显着超过由于随机误差的变化,上面所讨论的。
之间的距离中心pointsof相邻的球[毫米]
4,002 4,001
4 3,999 3,998 3,997 3,996 3,995 3,994 3,993
0 5 10 15
第1栏第2栏第3
测量数量(从顶部到底部)
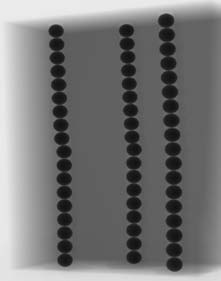
图5:系统误差校准长度上的插图 - 影响力的位置(上下)
由于再现性的效果,很显然,这涉及一种系统误差。然而,直接的补偿是困难的,因为观察到的偏差的大小还取决于沿的倍率轴的位置上。因此,这是可取的执行机在不同的放大倍数,对预先校准步骤中,为了估计有关uLcal,CT,系统化。但是,不知道确切的关系的情况下,往往是可以估算的范围(上限和下限,并且a +)在一个特定的情况下包括所有可能的测量的时间间隔。有关的时间间隔内的可能的值,如果没有特定的知识,可以假定它是同样可能的测量值内的任何地方在于它的可能值(分布均匀或矩形)。预期值xi是此间隔的中点和第一估计
2
一
()
相关的标准不确定度(根据ISO-GUM 4.3.7):UX =
。当
我
3
以这种方式确定的不确定度分量显着的测量结果的不确定性,谨慎的做法是为进一步评估,以获得更多的数据。的系统误差的另一个例子,可以是温度变化,引起的测量对象的体积膨胀,因此测定误差。但是,如果是已知的热膨胀系数和温度差的情况下,补偿是可能的。此外,如果校准对象和测量对象是由相同的材料制成,这种不确定性贡献者自动降低到零。重要的是要注意到,从B类评估(系统误差),得到的效果是作为一个独立的组成部分,总的不确定性,以防止“双重计算”的不确定度分量。从统计分析的意见(ISO GUM -4.3.10)获得的不确定性组件中已经包含的不确定性,有利于观察到的变异(随机误差)的部分。
CT测量的工件uLCT的不确定性对第3项:
,CT测量的工件的不确定性上的基本上由作为CT测量的校准对象相同的该项。
22 2
U = U + U(10)
LLł
CT CT,CT,随机系统
然而,这个词应包括定量值,因为可以有很大的不同。例如,如果所测量的对象包含两个平的表面之间的距离,这个距离的可重复性可以的命令级大于空调良好的球体中心的距离,传统上用于体素大小校准测量的可重复性。其他类型的距离(气瓶,飞机,...),也可以引入系统的测量,包括UL,CT,SYST。
第4项:不确定性的边缘的偏移项uΔcal,CT
对于边缘的依赖距离一个附加项,占应包含的不确定性的边缘偏移项。即使在边缘检测,基于先进的算法,许多参数影响的不确定性,在这方面的优势。正确的边缘的位置,取决于若干参数,其中不包括在可用的软件算法。不同系统的测量表明这里具有影响的一些参数,周围的材料,特征尺寸,取向,过滤,束硬化校正和设置。由于这些影响因素有明确的相关性,不同的总和,这些不同的影响所造成的不确定性会高估总的不确定性。但是,尽管这种相关性,它是有用的,得到的一些对这些术语的影响的一些数值例子,说明这种不确定性的贡献者的重要性。机Dewulf等。人。 [10]研究钢瓶上的测量的周围的材料的影响。一个系统错误的产生是由于周围的物质围绕一个对象的一部分。为了说明这一点的影响的测量的不确定性,准确的铝筒,其标称直径为8毫米±1μm的部分由一个厚的铝空心圆筒(DOUT = 50毫米;嚣=40毫米)包围。这种大的铝筒引入束硬化的问题,因为束具有其他属性,从顶部进入的内筒的底部相比,阻碍正确的边缘检测。测量完成,无需任何硬件或软件过滤器。在图6中,可以观察到所述内筒的直径,在不同的切片,一个明显的变化的直径分别为内筒离开外,引入的不确定性上的边缘偏移量的术语。
准确的铝针包围着厚厚的铝圈,没有过滤器,BH 1
结论
本文提出了一种方法来计算计算机断层扫描,三维测量的测量不确定度的基础上的分析方程,它描述了校准步骤需要校准的CT测量(体素的的尺寸校准和边缘校正)。确定了四个主要的不确定性来源。除了校准长度,CT测量的工件上的不确定性,并用于边缘依赖距离,边缘校正项的不确定性上的贡献的总的不确定性上的参考测量和CT测量的不确定性。这些条款可细分为不同的该项。根据系统的测量,他们中的一些人已经确定,并已纳入分析方程。需要被包含某些条款(分)为每一个CT测量,但根据测量出的距离和所使用的测量程序,一些在某些情况下,该项取消满分。一系列的系统的测量进行量化的该项,可以表明这些条款的重要性。在本文中,说明独立边缘距离的系统误差以及边缘的依赖距离上的优势抵消长期的不确定性。在这一刻,更系统的测量正在进行中,根据不同的校准对象与目标识别和量化的不同该项的详细信息,独立的边缘以及边缘的依赖距离。
参考文献
[1] Wenig,P.,Kasperl,S.,尺寸测量的测量不确定度的X射线计算机断层扫描,ECNDT,We.3.3.1,2006年的考试。
[2] BARTSCHER,M.,Neukamm,M.,Hilpert,U., - 鲁贝Neuschaefer,U.,哈蒂格,F.,Kniel,K.,埃里格,K.,Staube,A.,戈培尔,J.,实现可追溯性的inudstrial计算机断层扫描,重要的工程材料,卷437,P。 79-83,2010。
[3] Weckenmann,克莱默,博士,在使用计算机断层扫描,第十九条IMEKO世界大会的基础和应用计量,里斯本,葡萄牙,9月6-11日,2009年编制的测量引起的测量不确定度的评定。
[4]米勒,P.,希勒,J.,Cantatore,A.,德CHIFFRE,L.,计算机断层扫描,新的制造技术,2011,ISBN 978-80-214-4267-2调查测量的策略。
[5]施密特,R.,Niggemann,C.,使用校准后的工件,测量X射线计算机断层扫描中测量不确定度。科学。技术21,2010。
[6] ISO / TS 15530-3 2004产品几何技术规范(GPS) - 坐标测量机(CMM)确定测量不确定度的技术 - 第3部分:使用校准工件或标准。
[7] Kruth,J.-P.,BARTSCHER,M.,Carmignato,S.,施密特,R.,德CHIFFRE,L.,Weckenmann,A.,计算机断层扫描三维测量,CIRP通志制造技术, 60,第2期。 821-842,2011。
[8] ISO GUM - 测量数据的评估 - 在2008年测量,不确定性的表达指南。
[9] Kiekens,K.,Welkenhuyzen,F.,谭,Y.,Bleys,博士,Voet,A.,Kruth,JP,机Dewulf,W.,测试对象与平行的沟槽校准和精度评估工业计算机断层扫描(CT)计量,测量。科学。技术22,115502(7PP),2011。
[10]机Dewulf,W.,谭Y.,Kiekens,K.,Vanherck,P.,理性与非意识的射束硬化校正的CT计量,的CRIP史册,卷61/1,p.495-498 2012年。
TAG:
